
Glass is everywhere, from glazed buildings to smartphone displays. More than 65 million tonnes of float glass – the form most widely used in construction and consumer products – was manufactured in 2021, to support a market currently estimated at $265bn and expected to hit $352bn by 2028.
Technically speaking, only good quality glass is everywhere. Any sub-standard material is weeded out before it reaches the consumer, with the glass industry going to great lengths to inspect its product for encapsulated defects, surface flaws and manufacturing errors.
This process originally involved mechanical measuring gauges and the gaze of skilled human experts, but now exploits a range of sophisticated optical processes and high-performance machine vision systems.
‘Defects can take a multitude of different forms, including bubbles, chips, scratches and defects in thin film coatings or in ceramic print,’ said Angus Duncan, global R&D portfolio manager for process control and digitalisation at Pilkington, the long-established UK glass manufacturing company that forms part of Japan’s NSG Group.
‘We typically need to detect discrete defects in glass at sizes below 0.5mm. But in some cases, the defects can be considerably smaller. Tin defects down to a few microns on coated glass can cause functional issues. And the resolution of the measurement systems involved usually needs to be a factor of 10 better than these tolerances.’
Making light work
Spotting these tiny flaws means bringing a range of optical techniques to bear. Today’s basic armoury of inspection tools includes focused laser scanners, moiré line scanners, bright and dark field platforms, and line scan cameras. And for specific cases, a manufacturer such as Pilkington can also deploy confocal chromatics, polarisation, fringe analysis and interferometry.
Spectrometry is also important for measuring spectral properties of thin film coatings, according to Duncan, while deflectometry is becoming widely used to assess reflective distortion, curvature and flatness, all of which influence the aesthetic effects of glass.
Since any one of these imaging techniques is rarely sufficient to visualise different defect types with the high contrast necessary, optical inspection usually involves a number of different modalities working in harness.
In principle, even a basic optical inspection approach for glass is likely to need three illumination approaches. A dark field arrangement will highlight scattering defects, like scratches or bubbles, with a low angle illumination close to the inspected object. This means that only light scattered from a defect is detected by a watching camera positioned appropriately.
In addition, direct reflected light may be essential for registering the presence of defects in surface layers. And light transmitted through the material from back lighting sources on the opposite side of the glass will reveal material inclusions and contaminants.
The basic rules of physics still apply, however, with image resolution limited by diffraction even as new and improved lenses come along. And adding more pixels to a camera does not necessarily equate to the detection of more defects.
Numbers game
If light manipulation is a key aspect of the inspection operation, it is not the only one. Equally critical are the imaging devices used to capture the visual information, and the data processing operations that then interpret those signals and yield concrete results.
‘Optical inspection today represents a huge market for industrial machine vision across different industries,’ said Bertrand Mercier BU Glass vice president at Germany’s Isra Vision. ‘But glass inspection poses its own significant challenges.’
Correctly identifying glass defects from the signals captured by a machine vision platform, like the ones developed by Isra Vision, involves the system in a sequence of decisions: distinguishing between a real defect and some other class of incoming signal; classifying the severity of the defect against the predetermined requirements of a particular application; and assessing precisely where those defects are located.
Making these fine distinctions might require different illumination angles, perhaps with a high-speed switchable LED as the single light source and using it to illuminate multiple individual views. But this in turn has implications for the quantity of data that must be processed.
‘We have to face a huge quantity of data and processing it can only be done today with (FPGA) processors,’ commented Mercier.
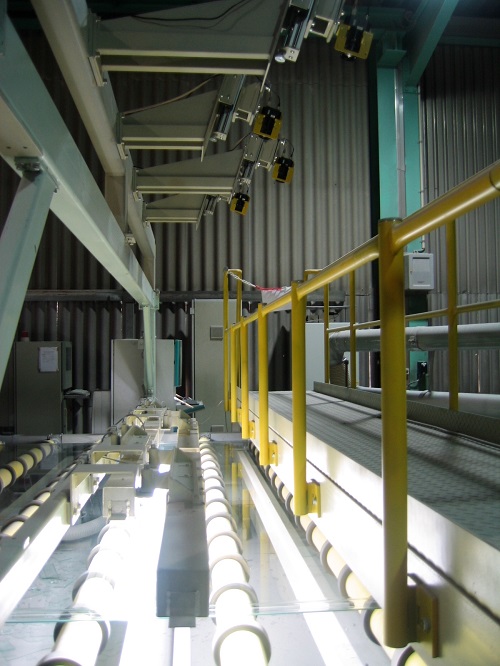
Inspection system at glass manufacturer, Pilkington. Credit: Pilkington Technology Management Limited
Isra Vision developed its own FPGA boards, as Mercier said there was nothing on the market that fulfilled the needs of the company’s multi-view operation. In 2019, Isra Vision acquired Photonfocus, a Swiss specialist developer of CMOS image sensors, OEM camera modules and industrial cameras. ‘These steps are needed because the standards we work to can only be met with the right techniques, the right hardware and the right algorithms,’ Mercier added. ‘The market is very difficult to enter for this reason.’
AI-spy
The glass inspection sector, like several others in manufacturing, has found continual performance improvements lead directly to these data processing challenges: how to crunch the numbers more effectively. It might even be said that the focus of attention has now shifted away from the purely optical aspects, and towards these computational and decision-making ones.
Artificial intelligence could be a route forward, not least since companies with interests in AI, such as Google and Amazon, are pushing hard for it to enter new markets and penetrate deeper into existing ones.
‘My feeling is that the optical side is now relatively stable, and has been for a few years,’ commented Michael Stelzl, founder of MSTVision.
‘The basic principles behind collection of scattered light from glass, or seeing where absorption or distortion takes place, are well established,’ he continued. ‘The interesting questions today are how much data you can process, how the defects are sorted or classified, and how much the process of doing so will cost. That is where the fight is going on now.’
But Stelzl said it can be a mistake to think AI will automatically lead to glass inspection becoming more straightforward, or allow the use of just a simple imaging camera with AI then able to do the rest of the job.
Training AI successfully is vital to success, but not an easy task, while the complexity of glass inspection adds to the challenges of creating reliable AI systems. And if the defects of interest are not encoded in some way within the original data, then no amount of investment in AI will reveal them.
Glass of the future
All these challenges now go hand-in-hand with the development of specialised glass materials targeted at new applications, bringing with them fresh obligations for inspection and quality control.
Manufacturing the conductive substrates Pilkington supplies for active electronic products, such as solar cells, requires automatic inspection of coatings with highly uniform optical and functional properties, explained Duncan. Elsewhere, the glass associated with automotive head-up displays and autonomous driving systems must be checked against demanding customer – and sometimes also legal – specifications.

Defect scanners have to handle large sheets of glass. Credit: Isra Vision
In consumer products, ultra-thin glass represents another growth sector, a market projected to reach $16.6bn by 2027. Although in principle the kinds of flexible folding glass envisaged by smartphone developers, such as Samsung, can be achieved by driving the glass thickness down to ever smaller values, the practical consequences for inspection of that glass become considerable.
Mercier said that Isra Vision is currently working on ways to inspect glass thicknesses measured in a few tens of microns – glass intended to bend like paper for next-generation smartphones and foldable displays.
‘This is certainly challenging,’ he commented. ‘If you are inspecting a 10µm material then the depth of focus is extremely narrow, and the material is very delicate. Tackling this challenge involves working with our customers, sharing knowledge alongside an investment of time and finance.’
Money matters
Glass production is characteristically, perhaps understandably, conservative when it comes to adopting new approaches to inspection, or moving away from systems with which the industry is comfortable, not least because of the costs involved.
A full-width, four-metre defect scanner for a float glass line typically costs around £250,000, according to Duncan of Pilkington, and on production lines where particularly complex measurement systems or more stringent end uses are involved, the costs can be significantly higher.
‘We invest in the equipment because of the fundamental requirements of our customer or as a tool for process control,’ he commented. ‘By detecting defects at the point of creation, we can more quickly address the cause and prevent the defects from passing to the next stage of our process. As an example, detecting defects or contamination of the inner and outer shaped glass plies of a windscreen before lamination is highly desirable, as the cost of the plastic interlayer we add at that stage of the process can be more than half of the final windscreen production cost.’
These cumulative costs and challenges have also led to the adoption of different business models by the companies developing the optical inspection equipment. Stelzl of MSTVision has positioned his Germany-based company as a solutions provider, rather than a hardware developer.
‘We are not primarily system vendors,’ explained Stelzl. ‘Instead, we sell development services, bringing technical know-how to the table. This means we work with both software and hardware, as well as with broader industrial aspects, such as the development of agreed standards for optical inspection.’
MSTVision has developed a time-domain multiplexing product named MultiChannel, which allows images to be captured from multiple lighting setups in one pass with a monochrome line scan camera. But rather than using bespoke optical components, the company’s platform can employ off-the-shelf line scan cameras, LEDs and frame grabbers running on standard computer software.
This is a reflection of the ultimate driver today for all glass producers, according to Stelzl: downward pressure on costs and a wish for the inspection systems to become less expensive.
‘Ten years ago, the demand was centred on increasing image resolution and achieving faster speeds, and then subsequently on the development of increasingly complex algorithms for the classification of defects,’ he said.
‘But since the inspection speeds are now fast enough to satisfy most applications, even the more demanding ones, the current impetus is for prices to come down and for cheaper inspection systems to become available.’