The optical properties of glass have always meant specific imaging techniques are needed to inspect for flaws, such as scratches, bubbles or inclusions. But now, the automotive sector and display glass manufacturers are putting more emphasis on the flatness or curvature of glass, and how to measure this to make sure it’s within tolerance. Inspection equipment suppliers have reacted to this need by building industrial systems able to measure the flatness of glass using a 3D imaging technique called deflectometry, a method that is only now moving out of science and into industry.
The glass industry is under pressure to produce thinner sheets – there are float lines producing down to 0.5mm thick glass for TFT applications, or down to 1.6mm for automotive glass – and to manufacture at higher speed, according to Bertrand Mercier, vice president of the glass business unit at machine vision company Isra Vision. However, at the same time, there are quality control demands, including for flatness issues, where 3D measurement techniques are the best solution.
Isra is one of the firms now offering systems that use deflectometry, including its latest development called Screenscan Reflected Distortion. Micro-Epsilon supplies a deflectometer for inspecting shiny surfaces, while Irish startup, Viztronics, has also built systems based on deflectometry that are being trialled for glass inspection.
Deflectometry is a 3D shape measurement technique, whereby a light pattern reflecting from a surface gives information about the surface profile. It works with any reflective surface including glass, which acts like a mirror when light is shone on it at a certain angle.
Dr Tahir Rabbani, R&D director of Viztronics, explained that the idea is to code the position of the reflected light from the geometry of the object, in order to calculate the ‘normal’ of the surface. He said the technique doesn’t give 3D directly; it gives a surface normal and a surface curvature, so indirect information about the 3D surface.
‘Initially,’ explained Rabbani, ‘those working on deflectometry were working with one camera and trying to take the normal map and integrate it, because, theoretically, the surface geometry can be calculated from the slope. But integration is very sensitive to noise, so just using one camera doesn’t work so well. Using one camera might be sufficient for measuring a small surface area around a point, but it won’t work for larger surfaces, because the noise will add up.’
The next step is to use multiple cameras to get multiple surface normals. Similar to stereovision or multiview analysis in triangulation, using multiple cameras gives not only the surface normal but also the structure of the surface. ‘You need two cameras, as a minimum, if you are looking at a flat surface,’ Rabbani said.
Isra Vision’s system uses two cameras, while the system Viztronics demonstrated at Vision Stuttgart in November used three cameras. However, to cover the surface from multiple sides either requires multiple cameras either side of the surface, or the object is moved to present different sides to the cameras.
Not all patterns are suitable for the technique, according to Rabbani – deflectometry doesn’t work well with binary patterns, for instance, which is what triangulation is based on, and also what is produced by digital light processing units. Triangulation gives 3D, but it doesn’t give the slope variation, whereas deflectometry gives slope information and a fine local structure, useful for detecting very small changes. Irrespective of any comparison between the two 3D imaging techniques, triangulation is not used for glass screens, as neither laser, nor structured light, works with transparent objects.
When using binary patterns, the camera can’t focus on both the pattern and the surface at the same time. ‘If the camera is focused on the surface of the object, the pattern will always be out of focus,’ explained Rabbani. ‘And not by a little, but it will be heavily out of focus. There’s no way to get any meaningful results using a binary pattern.’ Viztronics’ technology is based on phase shift, which is resistant to defocus and works well for deflectometry.
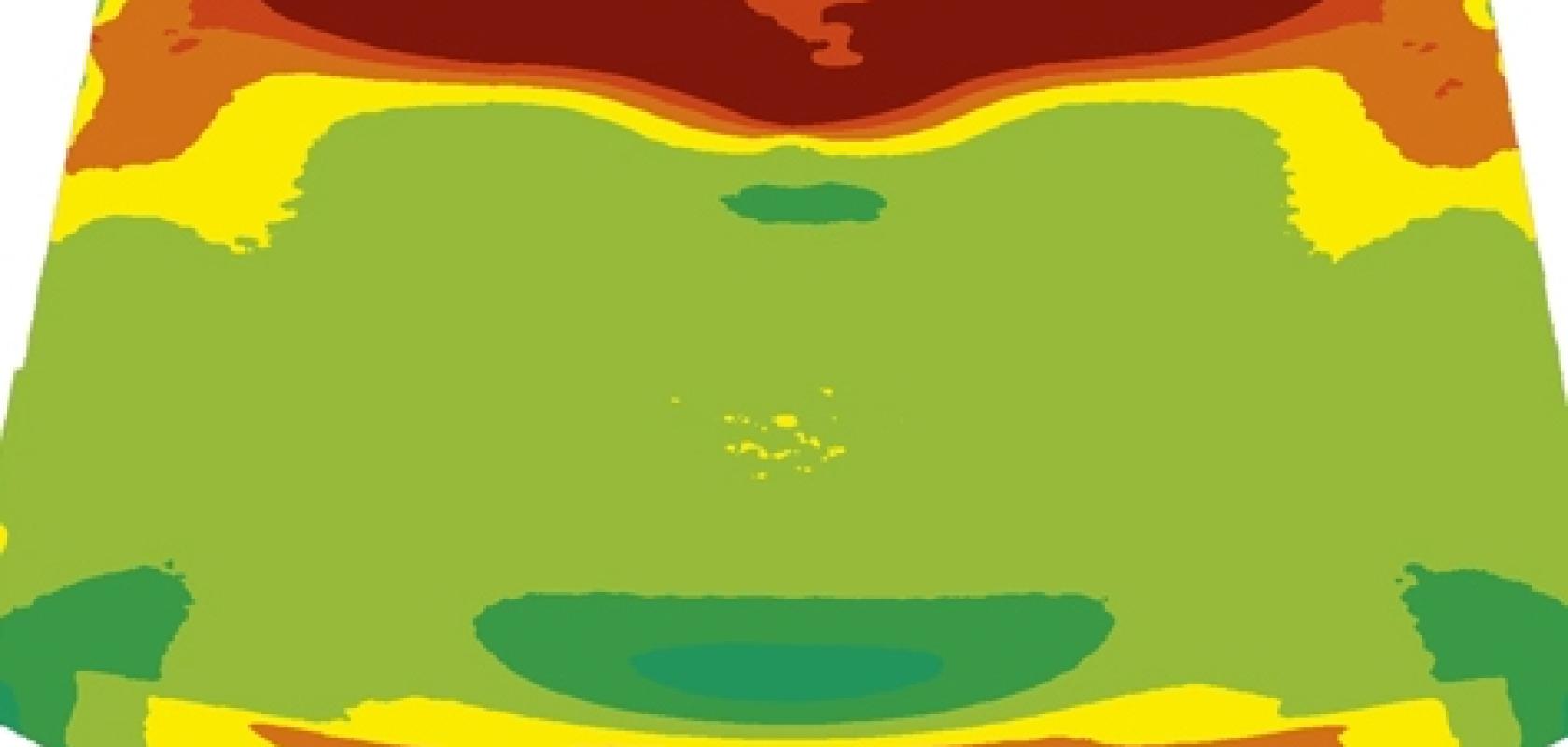
Isra Vision's Screenscan Reflected Distortion system is able to measure surface curvature under production conditions. Credit: Isra Vision
The technology used by Isra Vision and Viztronics combines readings from multiple patterns to get an accurate measurement. ‘The problem with using just one pattern is that the signal is poor,’ Rabbani said. ‘One pattern gives the overall structure, but there’s a lot of noise. Combining a base pattern with two other smaller patterns gives very fine resolution, and that’s what you are looking for. You almost want to match the surface position with sub-pixel detail; otherwise it’s not going to give you the resolution you need.’
Viztronics uses three patterns and can reach sub-micron resolution. The company is working with a customer depositing thin films on lenses. The manufacturer is looking for sub-micron defects, such as dust and particles contaminating the films. From initial results, Viztronics’ system can detect defects from 1 to 2µm in size.
Mercier, at Isra Vision, noted that, in general, customers ask for a system that can measure 30µm in flatness, although smartphone display glass can require higher accuracy. Isra Vision’s deflectometry system can measure glass panels up to 3m2, depending on the application – for automotive, for example, complete windscreens can be analysed. The part has to be stationary for a couple of seconds, but this is accepted by the customer.
‘There is currently no other method for measuring flatness and curvature that reaches the accuracy and processing speed required from glass manufacturers,’ he said.
‘Isra’s target was to make this technology affordable for the market,’ Mercier continued. ‘We wanted to have a complete industrial system for end-users that gave a good return on investment. The Screenscan Reflected Distortion system gives online control to optimise quality and yield in production. The return on investment of such a system is usually considered to be only a couple of months.’

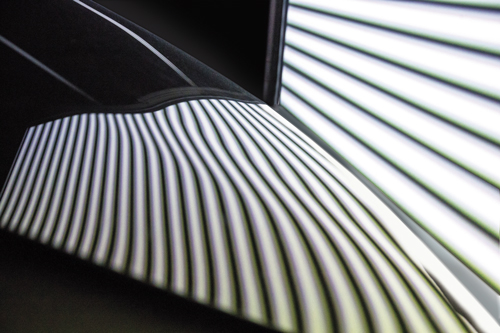
Viztronics' demonstration at Vision Stuttgart in November, using a display to project the patterns and three cameras. Credit: Viztronics
One potential application for this technique, according to Rabbani, is inspecting the curved screens of mobile phones. Viztronics is working with a couple of potential customers manufacturing mobile phones, including one of the big manufacturers in China, which is evaluating the technology.
‘Mobile phone manufacturers now have to inspect the curve in screens. The problem with curvature is that it compresses or expands the pattern, which makes it hard to analyse. Our system is able to measure the curved surfaces,’ explained Rabbani.
Viztronics’ system – the system for measuring glass is called TransZ – takes tens of seconds to form an image with three patterns. Using a very bright screen and a high sensitivity camera, this could be reduced to one or two seconds, according to Rabbani. ‘The companies we’ve been talking to are looking for tens of seconds,’ he said. ‘Fast throughput is doable if you’re willing to spend the money on the display – you would need to design a custom display with a very bright light behind it, and you’d need global shutter cameras, but technically it is doable.’
Stress and strain
Deflectometry, however, does not replace 2D inspection techniques. These can include using polarised light to detect local variations of refractive index inside the glass. Polarised light can highlight any strain or stress within glass, and with many machine vision camera makers, such as Lucid Vision, now offering models based on Sony’s global shutter sensor with built-in polarising filters, there are plenty of camera options for glass inspection systems imaging polarised light.
Contact image sensor (CIS) company Tichawa Vision builds polarisation filters into its sensors when working with polarised light. ‘We can use a straight and crossed polarised filter for the light, and build in two light sources with different polarisation,’ explained Dr Nikolaus Tichawa, managing director of the firm. ‘The two images are multiplexed line by line, so we see both an image with cross polarisation and one with straight polarisation.’
Tichawa Vision offers contact image sensors of up to 4m in a single unit, which is sufficient for inspecting glass panels measuring 3 x 7m. The scanners have resolutions up to 1,200dpi, with 3,600dpi or 4,800dpi available upon request. They can have up to 200,000 pixels in a single line, with light source, sensor and optics integrated in a single package, with a cross section of 80 x 80mm. The image data are formed inside the sensor.
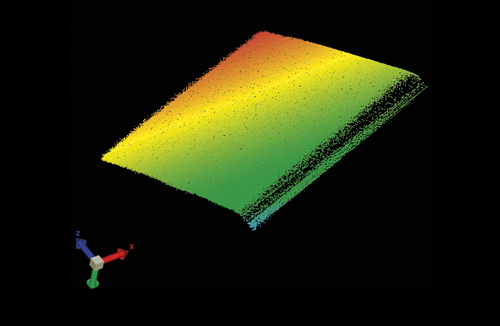

Deflectometry output from inspecting a Samsung S7 Edge. Credit: Viztronics
‘We’ve also supplied scanners for inspecting structured or printed glass,’ Dr Tichawa said. A windscreen, for example, is printed while it’s still flat to reduce stray light from the sun. The company uses the sensor set up to image total internal reflection, to make the glass clearly visible. ‘You want to have a defined distance between the edge of the glass and the print, and normally it’s difficult to distinguish the glass from air if you just work with a plain backlight, because the contrast is low,’ he continued. ‘We either work without a backlight, using total internal reflection to distinguish between glass and air with high contrast. But if the printed structure is less visible, then we would add a backlight to get sufficient contrast between printed and non-printed sections of glass. We would multiplex between total internal reflection and the backlight with a single sensor, so the images match.’
One area becoming more interesting for Tichawa Vision is inspecting direct-to-shape printing on glass, so instead of printing a sleeve for a glass bottle, manufacturers more often print directly onto the bottle itself. Dr Tichawa noted that inspecting a beer bottle might require 200dpi resolution; TFT glass, however, is more demanding, needing around 5 to 10µm resolution, between 2,000 and 5,000dpi.
CIS technology, in the classic sense, is only useful for web inspection, which generally means a wide web of material that’s moving quickly, but which is flat. A classic CIS has a total depth of field of 0.5mm, which is a limitation because, in many applications, especially in direct-to-shape glass and in thick glass, a depth of field 10 times the defect size is required. A classic CIS is unable to deliver this.
‘The limitation does not lie in the lens,’ explained Dr Tichawa. ‘It lies in the fact that you have an array and that the images are positioned together in the optical domain.’ If the target moves closer or further away from the lens, then the size of the image changes and the images of the two neighbouring lenses do not match, which lowers the contrast.
Tichawa has developed a technology to stitch together images electronically, so they don’t have to match precisely in the optical domain. ‘We have reached a depth of field of 25mm with our VDCIS scanner,’ Dr Tichawa stated. ‘This makes the VDCIS product useful for direct-to-shape inspection – it’s able to inspect a drinks bottle, keeping the entire neck in focus – and it allows us to inspect thick glass.
‘TFT glass is easy; it needs 0.2mm or 0.5mm depth of field,’ he continued. ‘But for construction glass, we need up to 10mm depth of field, which can’t be covered with the old optical approach. With our new VDCIS sensor we can cover 25mm, which in glass would be nearly 40mm if you take the refractive index into account, which covers the whole range of thicknesses for glass.’
Tichawa has three glass inspection projects in the pipeline, including working with TFT and automotive glass.
Top image: New functions such as head-up displays integrated in windscreens are posing new quality requirements. Credit: Isra Vision
Seal of approval
Beltech, an industrial automation firm in Eindhoven, has developed an in-line quality inspection system to look for defects in the sealing surface of moulded glass jars, along with sister company Vimec.
Deformations can occur in the flat surface where the two halves of the mould meet, which means a strong seal isn’t formed and any food or drink inside the jar spoils.
The vision system uses a line scan camera with a telecentric lens, operating at a production volume of 300 pots per minute. Each opening ring of the jar – typically with a diameter of between 40 and 76mm – is imaged in 0.1 seconds. Defects are no larger than 11µm, which requires a frame rate of 240kHz. The related shutter time is only 2.4 microseconds, explained Ron van Dooren, at Beltech, implying a need for high lighting intensity to get enough energy on the chip of the line scan camera. The company designed an LED panel which generates 1kW of LED lighting power.
Since the cross section of the sealing edge is trapeze shaped, the company carefully designed the coaxial light (DOAL) gap width in order to obtain a direct light image of the trapeze top surface, as well as an indirect image of both the trapeze side flanks. This gives a reliable image, allowing the software to minimise false accept and false reject levels.