A customised inspection system designed for an electronic components manufacturer is providing an automated method of inspecting large numbers of molybdenum blanks, which act as base plates for semiconductor modules. With cycle times of less than 0.7 seconds, the system provides a high-speed assessment of blanks, which are vital for dissipating heat generated within the circuitry. Checks are made for dimensional accuracy, surface quality and planarity.
The German Mainz-based system integrator IMSTec developed the high-speed optical inspection system using imaging components and expertise from Stemmer Imaging.
Both surfaces of each blank are inspected for colour, coating defects, discolouration and superficial scratches. Using stereoscopic surface and topography techniques, the blanks are also tested for blisters, deep scratches and bent corners or edges before being classified.
The inspections were implemented at six different measuring stations arranged in a circle around a turntable that moves the blanks to the specified points.
Various imaging components are used at each measuring station. For example, surface inspection of the blanks is carried out using a colour camera with a telecentric, low-distortion lens in combination with coaxial lighting that uses a semi-transparent mirror. A similar system is used at another station to detect surface defects on the underside of the blanks.
At two other stations around the turntable, stereoscopic surface inspection is used to check for protruding irregularities. Examples of such irregularities include blisters, deep scratches plus bent corners or edges. The imaging solution used for this test consists of a monochrome camera plus lens and four LED lighting units arranged in a square along the sides of the blanks.
This inspection requires two images to be captured. The test object is first illuminated by two banks of LED units offset by 180° with respect to each other. Any defects on the object result in different images. The two images then undergo a subtraction, which leaves only the differences between them visible. This captures anomalies that rise perpendicularly above the plane of the blanks. As before, the next station on the turntable uses an identical system to inspect the underside of the blanks.
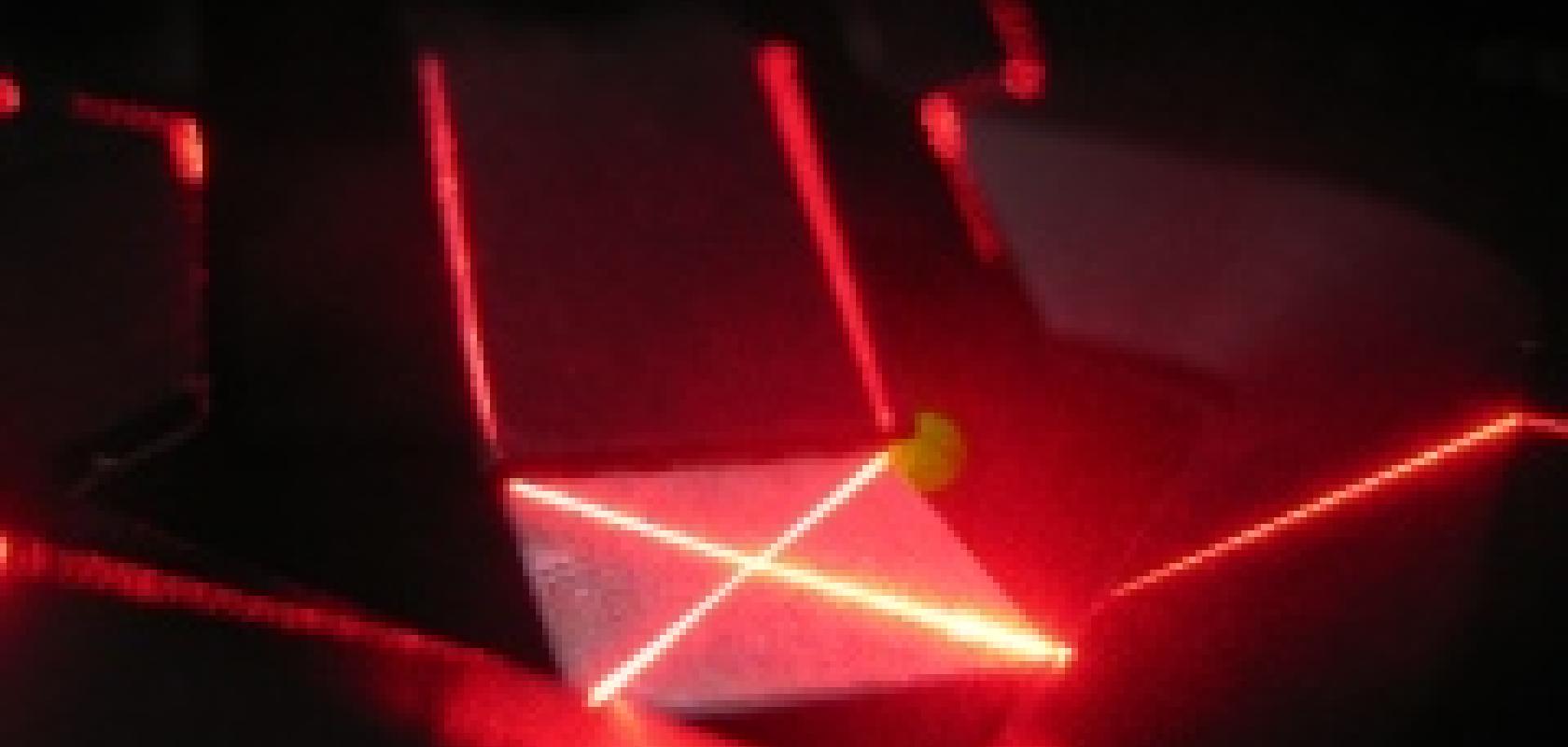
The final station inspects the planarity of the blanks. Here, two lasers project crossed beams on the blanks at a flat angle of incidence, and the image is captured with a monochrome camera. These beams appear straight if the planarity is good, but if the blank is bent over a fairly large area, the beams appear distorted, allowing the system to detect any planarity defects from the amount of curvature present.
The images captured at the various stations are then transferred via a FireWire interface to the system's image analysis computer and analysed to sort the blanks as being acceptable or unacceptable, as well as various other quality classes.
