Schott had made enough vials for one billion Covid-19 vaccine doses by March, and it remains on track to reach more than two billion doses by the end of the year. The company says around 90 per cent of approved vaccines rely on its vials made from borosilicate glass, which is resistant to shocks and extremes of temperature.
Never has there been so much interest in how and where a pharmaceutical product is going to be manufactured, and in what volumes, the mechanics of distribution and storage, and the humble glass vial, as there has been over the last year, as different Covid-19 vaccines have come on stream.
For Schott though, this is business as usual in some respects, according to Guido Becker, head of development technology at Schott Pharmaceutical Systems. ‘Schott manufactures 30 million pharma containers – vials, ampoules, syringes, cartridges – per day, adding up to over 11 billion pharma containers per year,’ he said. ‘Our high-quality approach has always been present, long before Covid-19.’
Becker went on to say that the quality control equipment used for making pharmaceutical containers has grown to more than 3,000 inspection systems in the firm’s 16 production sites. ‘We have been developing in-house inspection systems for 25 years and therefore have extensive knowledge,’ he said. ‘We combine this with the expertise of external strategic partners, with whom we co-operate to meet the needs of future requirements.’
Schott’s inline inspection systems analyse close to 100 per cent of every vial, the company says. Dominik Eugster, process engineering manager at Schott Pharmaceutical Systems, noted that adding up all of the dimensional and cosmetic features, the different systems inspect roughly 100 different attributes.
Specific measurements are made according to ISO standards, which define dimensions that describe the shape of the vial. On top of that, there are customer requirements, and the company’s expertise means it will adjust settings to optimise process stability. Each vial is also inspected for defects such as scratches or cracks.
Eugster said that more than 2,000 images are taken of each vial from different angles. He said lighting is important to control refraction and reflection from the glass. ‘Optimal illumination of the products for optical evaluation requires a lot of experience and expertise,’ Eugster said.
Before they are turned into vials, the bottles start off as glass tubes, which also need to be inspected.
Schott has developed a quality control process known as Perfexion to examine pharmaceutical glass tubing, which Dr André Witzmann, director of development physical technology at Schott Tubing, said is just as important as inspecting the finished container.
- Matthew Dale explores vision solutions for code reading and inspection in pharmaceutical production
- Advantages of special lenses for top and side inspection vs multi-camera systems
Perfexion uses lasers, cameras and infrared systems for 100 per cent in-line inspection of tubing. The system evaluates the tubing for both cosmetic defects and dimensional deviations, and the consistency of the tube’s inner dimensions, which, Witzmann said, is a key quality control parameter.
‘Later on, during the converting step from tube to container, further improvements can be achieved with advanced forming technologies, combined with inspection technology,’ Witzmann added.
Inside and out
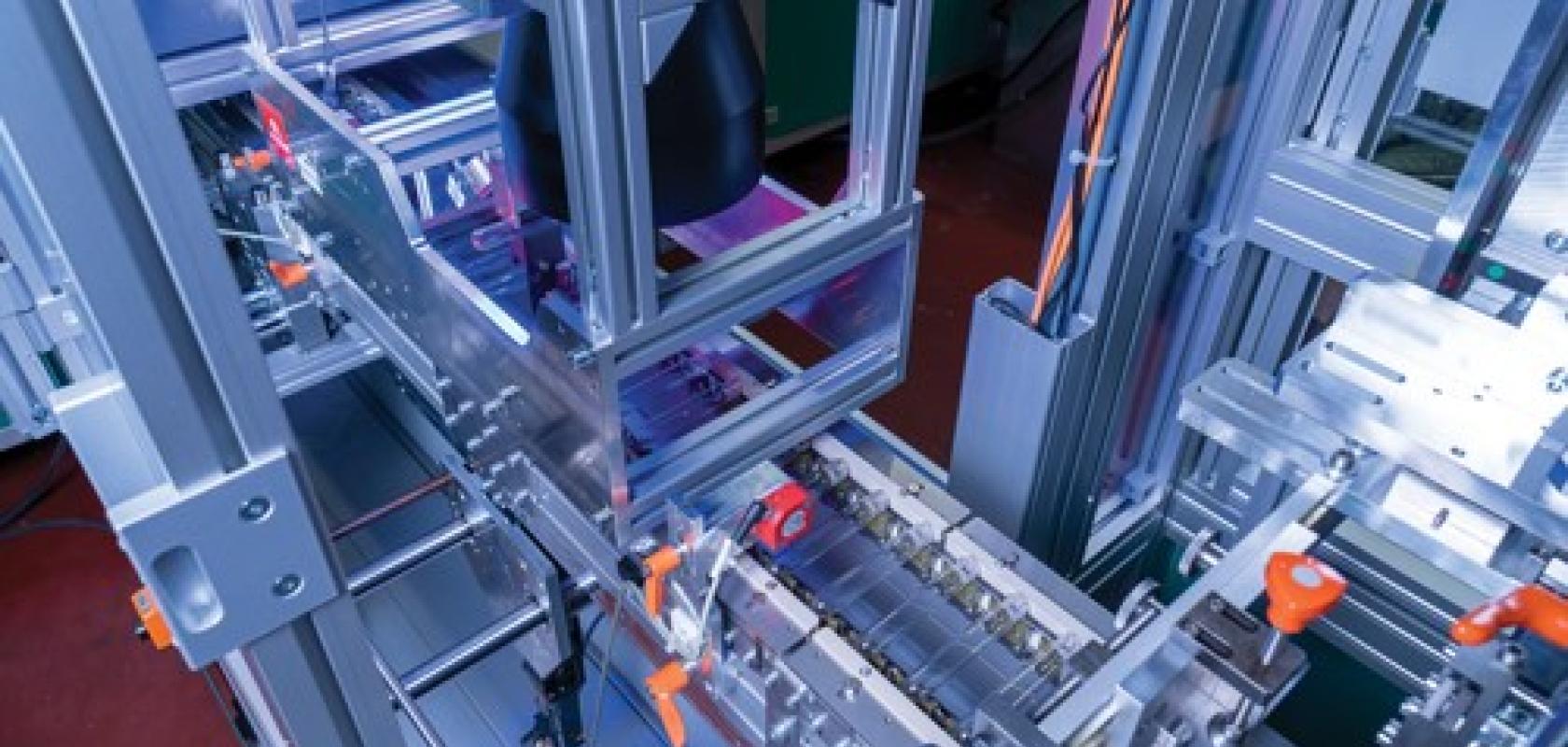
There are various ways to inspect cylindrical glass vials. German firm Isotronic has built an inspection system that captures images as the vial rotates, at least 20 images per rotation. The firm says its VialChecker machine, which incorporates cameras from IDS, is able to inspect 120 vials per minute, making 50 dimensional checks at an accuracy of 0.01mm, as well as looking for defects like scratches or chips at 0.1mm2 accuracy. The system can work with eight or more cameras, depending on the requirements of the customer. Isotronic uses a 2-megapixel camera from IDS’s GigE uEye CP family, which has pixel pre-processing and internal memory for buffering image sequences in multi-camera setups.
Opto Engineering supplies imaging components for quality control of pharmaceutical products, including lenses able to give a 360º view around, or inspect inside, a vial. The firm’s telecentric lens, TC23036, and its telecentric illuminator, for instance, are able to measure the collar profile of a vial, the diameter and axiality of the neck, the planarity of the mouth, shoulder angles, and the total length of the vial. The company states that telecentric light offers higher edge contrast than diffuse backlight, which is especially recommended for cylindrical parts to avoid diffuse reflections coming from the edge of the vial.
Then there are hole inspection optics and pericentric lenses, which Opto Engineering provides. Pericentric optics are able to image the outside and the top surfaces of a cylindrical object, ‘so very useful for vials’, noted Gaetano Panagia, technical support US manager at Opto Engineering. The company’s PC lenses with a ring light can check for defects on a vial cap, for instance, while also reading the expiration date or data matrix codes on the side of the cap. Meanwhile, the company’s PCHI series of hole inspection lenses and a backlight can be used to check for contaminants inside the vial, focusing on the bottom of the container and inner walls all at once.
Panagia mentioned a further two lenses the company is supplying for inspecting vials and other pharmaceutical products. A catadioptric lens, which uses lenses and mirrors to produce two images, a circular top view and an annular side view of the object with a slightly different angle. And a multi-mirror lens, which is helpful for vials and syringes. This uses a telecentric lens inserted in a mirror assembly that reflects the light to get a 360º image of the syringe or vial. The view of the camera is split in four, each rotated 90º from each other. The 360º view can be used for measurement from a silhouette, and also to read labels. Recently, Opto worked on an application using this lens to measure how bent insulin needles became after an injection, Panagia said.
‘Which lens you use depends on the dimension and shape of the object,’ Panagia continued. A pericentric lens works best with cylindrical objects 15 to 60mm in diameter. If the vial is smaller than 15mm, a catadioptric lens can be used, as it gives a higher magnification. ‘We have a solution from 7 to 60mm in diameter,’ he added.
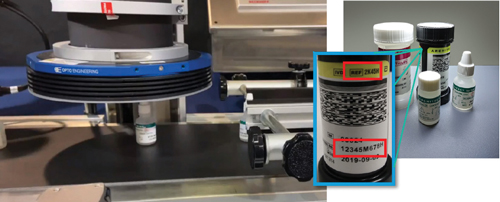
The lens and camera setup engineered by Xyntek with Opto Engineering lenses to image labels on vials. Credit: Opto Engineering and Xyntek
Each diameter will require a specific working distance from the lens to the object. If a single machine manufactures vials of different diameters, the customer will need to move the lens closer or further away from the vial, according to the diameter of the vial, and will also need to adjust the focus.
The disadvantage with rotating the vial is that it can slow down production. Multi-camera solutions can be complex, and they create a large composite image that needs to be processed. These types of system, however, do have their benefits.
The advantage with a 360º lens, Panagia noted, is that it produces just one image covering all sides of the product, irrespective of how the object is oriented. The drawback is that all the information is in one image, so the resolution is not high, but usually high enough to read labels, for example. ‘If you are looking for small scratches, it might be best to use a multi-camera system, but if you want to read labels, these lenses prove valuable,’ Panagia said.
Opto Engineering worked with Xyntek, a CXV Global company and pharmaceutical vision integrator based in Newtown, Pennsylvania, US, on an inline vision system to verify labels on vials. The system was designed to read the reference code, control or lot numbers on the label, as well as ensuring the label was applied correctly. The checks are made at 60ppm.
Xyntek used one of Opto’s pericentric lenses, with a field of view of 7.5 to 55mm and from 5 to 20mm in height, in combination with an Opto ring light. Panagia said that Xyntek sent vials of different sizes, tall bottles around 75mm and smaller vials 40mm tall. For the shorter bottles, the lens setup could capture a single image of the entire sample by maximising the depth of field and imaging at an exposure time of 8ms. The lens, however, couldn’t capture the entire label in one shot on the larger bottles, so Opto suggested imaging from the top and bottom.
Working out of Ireland, Crest Solutions is also part of CXV Global – Crest, Xyntek, and Vistalink, based in Belgium, make up the acronym CXV. Conor O’Kelly, at Crest Solutions, noted that pharma production sites are now starting to upgrade machine vision systems after investing heavily in serialisation technology before the European Falsified Medicines Directive (FMD) came into force at the start of 2019.
‘Serialisation budgets largely came at the expense of machine vision budgets,’ O’Kelly said. ‘Now serialisation has been funded, pharma companies are realising the sheer amount of obsolescence that they have on existing machine vision systems, because they should have updated them continually over the last few years.
‘They’ve also realised that how they manage all their vision systems and devices in the serialisation system is light years ahead of how they manage them in the non-serialised parts of production,’ O’Kelly continued. Confirming the carton barcode, checking the flap of the carton is closed, checking there’s a cap on the vial, checking a hologram – all are distinct from serialisation and outside FMD regulation, but still use vision systems. Those cameras are managed individually, in some cases, O’Kelly said, with the settings changed on each camera at the start of each batch. By comparison, when it comes to serialisation, the facility puts the information for each batch in one location and sends it out to eight or ten connected cameras. The same holds true for other related devices such as printers, laser markers, RFID readers and checkweighers, according to O’Kelly. So now production packaging sites are updating non-serialisation systems.
CXV Global’s LineDirector software control system allows customers to connect and control all peripheral devices, such as smart cameras and barcode readers, as well as printers, marking lasers, RFID systems, all of which need the same information.

Verifying a label wrapped around a vial captured with one of Opto Engineering’s 360° lenses. Credit: Opto Engineering and Xyntek
‘The drivers for using vision data is really about getting the pass rates up,’ O’Kelly said. He said that ‘the payback is phenomenal’ for improving the pass rate by 1 per cent. ‘Some vials can cost $400 to produce; if you’ve got 100 of those vials going in the reject bin, that’s $40,000.
‘Every manufacturer feels it’s producing more good product than the quality control system lets through, they just can’t prove it,’ he added. ‘And they don’t want to open up the parameters for fear of letting a defect through.’
O’Kelly said that CXV Global is now using deep learning on several projects to optimise quality control and improve pass rates. One project was with a customer making flexible, filled IV bags. ‘Production is on such a fine margin that the customer can’t have good product going into the bin,’ he said.
Reading text on IV bags with a vision system is difficult. The bags are made of a transparent material, filled with a clear liquid – so they move and have bubbles inside them – and they’re reflective. ‘The read rates we are now getting with deep learning are fantastic, because the algorithm can adjust for all the variability in the image,’ O’Kelly said.
Deep learning is best used to analyse images where there’s a judgement call on whether the part should pass or fail inspection. Another project was for a high-volume medical device maker. CXV Global took 100,000 images from the inspection system, ran deep learning algorithms on it in Cognex Vidi, and the algorithm maximised the amount of saleable product that was produced. The system was looking for cosmetic defects in the devices where variations can be quite subtle.
O’Kelly said that deep learning is used to improve inspection offline in pharmaceutical production. By running the image database through a neural network, it can give an idea about how to optimise inspection parameters and get a golden configuration for the vision system.
Schott is also now using deep learning methods in its production processes. The firm evaluates new technology on a regular basis, according to Becker, to check if they are compliant with good manufacturing practice and suitable for its needs. Other new inspection methods Becker said Schott was investigating include x-ray, terahertz, polarisation and fluorescence imaging.
By 12 May 1.37 billion Covid-19 vaccine doses had been administered worldwide, according to The New York Times, using data from the Our World in Data project. But there is still an awful long way to go. Some countries have ordered enough vaccine to vaccinate their population many times over – the US has ordered 1.2 billion doses, almost four times its population, the European Union 1.8 billion doses, four times the population, the UK 457 million doses, seven times the population – and with new variants appearing and the need for booster jabs, there will be even greater need for the humble glass vial.
