An inspection system for quality control in carbon fibre production has been developed by a Fraunhofer institute for composite processing, together with camera maker Chromasens.
The line scan optical measuring system was built as part of the AirCarbon project for SGL Carbon, a manufacturer of graphite and composite materials.
SGL has been developing high-performance carbon fibre suitable for aviation since 2011 from its manufacturing plant in Meitingen, Germany. SGL is also a leader in the AirCarbon project, funded by the Federal Ministry for Economic Affairs and Energy, in Germany, for industrial partners to develop high-strength carbon fibres.
It was joined in the project by the Fraunhofer Institute for Casting, Composite and Processing Technology IGCV in 2014, to develop an optical inspection system with AI-enhanced image processing for carbon fibre quality control.
Chromasens was brought on board as a partner to provide the system’s line scan cameras and illumination systems, along with engineering expertise. Together with Fraunhofer IGCV, Chromasens developed an optical measuring system for SGL Carbon to monitor micro-defects and early detection of potential, negative process influences, thereby avoiding disruptions such as the formation of wrappers or misaligned filaments. The system also provides data and knowledge that can be applied to improve stability in carbon fibre production.
‘The automatic detection of very small fibre defects in carbon fibre production is still not completely resolved,’ said Kristina Klatt, SGL’s head of carbon fibre development. ‘The uniform colouring of fibres and fibre defects make it particularly difficult for optics and software to achieve good results.’
Previous testing solutions have been limited, for example, to inspecting fabrics that have a contrast in the material thanks to the knitting threads, which makes deviations more easily recognisable.
Fraunhofer IGCV’s approach – using Chromasens’ Allpixa Wave line scan camera’s true-colour RGB sensor and a Chromasens Corona II LED line scan light – was designed to achieve continuous surface monitoring, all done online during operation. The Allpixa Wave camera was combined with an adapted neural network, resulting in higher flexibility in image processing. Both upstream and downstream processes, such as spinning of polyacrylonitrile (PAN) fibres or fibre spreading, can now be monitored with minimal transfer or configuration.
The pre-trained network also adapts to new conditions, and learns to find the errors in different structures. The neural network recognises whether a component is a good or bad part, with hit rates of more than 90 per cent.
However, this success is only realistic for patterns that appear particularly heterogeneous, noted Andreas Margraf, project manager of sub-project Opima 2.0, which considers online process monitoring at Fraunhofer IGCV. ‘In the case of fibres, there are very different errors that are also subject to varying environmental conditions. The researchers and SGL Carbon were interested in how often, and where, the defects occur in the individual sections.’
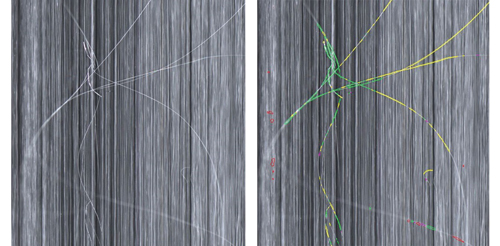
Recording of a fibre bundle on a carbon fibre carpet. Left, original image; right, segmented defect. Credit: Fraunhofer IGCV and Chromasens
Researchers discovered this can be achieved with an expansion of the previous neural networks, the pixel-based segmentation or semantic segmentation. Each individual pixel of an image is classified and given a corresponding label as either good (not defective) or bad (defective). Anomalies on the fibre carpet can be identified by classifying larger groups of pixels or image areas as bad. With the help of this technology, defective fibres on the surface can be reliably identified in the images recorded by the Chromasens camera. Its 15k pixel resolution captures micro-defects on the fibre carpet via a quadlinear CMOS line sensor with line frequency up to 69kHz.
‘The detail the system offers online could only be exceeded in the laboratory under a microscope,’ said Margraf.
Carbon fibres are around 5 to 10µm in diameter. The material gets its strength by being twisted tightly together like yarn. It is five times stronger than steel and twice as stiff, yet much lighter in weight, making it ideal for aviation parts. Outside of aviation, carbon fibre is making inroads into the automotive industry. It is believed that carbon fibre composites could reduce passenger car weight by 50 per cent, which would improve fuel efficiency by nearly 35 per cent without compromising the performance of the car or the safety of its passengers.
The global carbon fibre market is projected to grow from $4.7bn last year to $13.3bn by 2029, according to a Markets and Markets report.
Companies making carbon fibre materials are confronted with several challenges. As well as complying with the safety requirements of the aviation industry, they must increase production of carbon fibre with specific properties such as stiffness and strength, while maintaining quality.
Another challenge is adapting carbon fibres into different manufacturing processes, starting with braiding directly from the roving spool, through to using reinforced scrim layers, which are draped manually or by a robot over the exterior of a carbon fibre laminate in order to protect the surface.
Because deep black materials absorb significant amounts of light, carbon fibres are difficult to make visible in image processing. The fibres therefore require special industrial lighting to ensure that a high-contrast image is generated on the sensor. Chromasens Corona II LED lights provide up to 3,500,000 lux illumination, along with a technology that focuses the LEDs by using elliptical reflectors instead of lenses. Defects are made visible approximately up to the level of filament (10µm), so that even the smallest anomalies can be identified.
Fraunhofer-developed software featuring defect detection and pixel-based localisation is currently being used for carbon fibre production in the system. The adjacent processes, PAN spinning and fibre spreading, were learned by the system with little data. The aim is now to test the software with various parameters and to install it in production conditions at SGL Carbon’s manufacturing site.
--
Commercial products
Among the latest line scan cameras is the Necta S from Alkeria, a USB3 model based on a SWIR InGaAs sensor. The SWIR camera, imaging from 950nm to 1,700nm, can reach a line rate of up to 40kHz with 14-bit ADC.
The camera is housed in a compact and rugged aluminium case. It is designed for applications where infrared vision is crucial: medical applications; fruit, vegetable and grain sorting; packaging inspection; plastic and rubbish recycling; solar and silicon wafer inspection; among others.
Necta S comes in two variations: 512 x 1-pixel and 1,024 x 1-pixel sensors. Both models can be equipped with C-mount and F-mount lens adapters.
JAI has introduced four 8k models in its Sweep+ series of prism-based line scan cameras: two three-CMOS RGB models and two four-CMOS multispectral (RGB and NIR) models.

JAI Sweep-Plus SW-8000Q
The cameras are equipped with three or four 8k CMOS sensors mounted on a dichroic prism that separates the incoming light into red, green and blue (and NIR) wavebands, providing high colour accuracy for line scan applications.
The cameras are available with either a 10 GigE interface or a small form-factor pluggable (SFP+) interface that delivers GigE Vision output via optical fibre cables.
The four-CMOS versions can transmit image data as a single combined stream using the RGBa8 pixel format, or a dual-stream format with RGB or YUV data on one stream and NIR images on the other. The dual stream configuration supports 8 or 10-bit output per channel with a maximum line rate of 36kHz for 8-bit RGB and NIR data, or 37kHz for YUV and NIR data. For single-stream RGBa8 output the maximum line rate is also 37kHz.
The three-channel versions transmit a single RGB stream at 49kHz or 8k compressed colour output at 73kHz.
The cameras offer a built-in colour conversion function that allows the colour output to be provided in HSI or CIEXYZ if needed. They also support the precision time protocol IEEE 1588 for multi-camera networked configurations.
Indian firm Yantra Vision’s newest camera, the Falcon Compute, is an FPGA-integrated machine vision product designed for high speed, real-time applications with cycle times in the microseconds. The camera offers 30kHz line rate.

Yantra Vision’s Falcon Compute
The Xilinx Zynq SoC-powered product is used for real-time area and line scan applications that require high-speed capture, high resolution and low latencies.
The cameras have a Camera Link interface and can process images using FPGA overlays. Xilinx has combined multiple FPGA image processing IPs into overlays that can be included for processing using a Python API call.
Finally, BitFlow has expanded its Claxon series of Coaxpress CXP-12 frame grabbers with a single-link version that transfers image data from a CXP camera to the host memory at speeds of up to 12.5Gb/s. The Claxon CXP1 provides developers of smaller-scale, yet complex vision systems with a deterministic, zero-latency pipeline ideal for high-speed line scan inspection of printed materials or textiles.

BitFlow's Claxon CXP1
The frame grabber takes advantage of a half-size PCI Express expansion bus and StreamSync DMA to deliver the sustained bandwidth needed to support acquisition from one of the single-link CXP-12 cameras. The frame grabber has an uplink interface of up to 41.6Mb/s, and simplifies integration by supplying 13W of power through PoCXP, all on a single coaxial cable using micro-BNC (HD-BNC) connectors.
--
Vieworks featured product: VL Series
Vieworks’ VL Series, first launched in 2014, has been reintroduced in 2020 to meet customers’ needs for more powerful features, but still at an affordable price.
The two models, VL-8K and VL-16K, each present a high resolution of 8k and 16k; fast speed up to 80kHz and 40kHz respectively. The series offers various features, such as compact size, exposure control, pre-emphasis function, and diverse image modes to upgrade your machine vision inspection systems.
The cameras are applicable for flat panel display inspection, printed circuit board inspection and high-performance document scanning.
See the new VL Series at vision.vieworks.com.
--
JAI featured product
Line scan cameras from JAI include cameras with multi-sensor colour prism technology, trilinear colour technology, as well as monochrome line scan cameras.
Prism-based colour line scan: The new JAI multispectral (R-G-B-NIR) line scan camera (Sweep+ SW-8000Q-10GE) is equipped with four 8K CMOS sensors mounted on a four-way dichroic prism that separates the incoming light into red, green, blue, and near-infrared (NIR) wavelengths providing both high colour accuracy and multispectral analysis via the NIR channel.

Trilinear colour line scan: The Sweep SW-4000TL-10GE trilinear camera (with 3 x 4,096 pixels) delivers outstanding colour line scan performance for applications that do not require the ultimate colour precision provided by the prism technology in JAI’s Sweep+ series.
Monochrome line scan: The Sweep SW-8000M-PMCL model features an 8,192-pixel linear CMOS sensor delivering a line rate of 100kHz. 4,096-pixel models can run at 200 kHz.
Product info: www.jai.com/products/line-scan-cameras
Download white papers: www.jai.com/technology/white-papers
--
LMI Technologies featured product: Gocator 2430/40/50 with blue laser
Gocator 2430/40/50 line profilers provide high-speed, high-resolution 3D scanning of challenging surfaces. As the latest addition to LMI’s popular 2400 series, these blue laser models are designed for 3D scanning of shiny metal surfaces in electric vehicle (EV) battery inspection, rail inspection (rail geometry), small to medium-size electronic and automotive parts, and general factory automation applications.

Due to its shorter wavelength, blue laser light performs better than red or green lasers when scanning specular surfaces. For example, Gocator 2450 blue laser sensors are able to deliver high-quality 3D scan data of train rails even in full sunlight, and when the track ballast is wet.
Gocator 2430/40/50 models feature the latest 2-megapixel imaging technology, custom-embedded processor, and optimised optics that allow for fast inspection rates (up to 5kHz) and increased sensitivity in handling reflective targets.